For many years, traditional white alumina ceramics have been widely used in electronic packaging thanks to their excellent electrical insulation, high-temperature resistance, and mechanical strength. As optoelectronic devices continue to evolve toward smaller sizes and higher power densities, however, requirements for optical control and signal accuracy have become far more demanding. In this context, the highly reflective surface of white alumina is increasingly seen as a limitation in high-precision packaging applications. To address these challenges, black alumina ceramics have been developed. While preserving the inherent advantages of alumina, these materials offer superior light absorption and significantly reduced reflectivity.
Black alumina ceramics are produced by introducing specific metal or non-metal dopants into alumina. These dopants absorb a broad range of visible wavelengths, resulting in a stable black appearance and effective light-shielding performance. This makes black alumina particularly well suited for high-reliability electronic packaging. Compared with other ceramic materials, it offers a balanced combination of optical, thermal, and mechanical properties, giving it strong practical value in advanced industrial applications.
Key Advantages of Black Alumina in Ceramic Packaging
1. Outstanding light-shielding and anti-reflective performance: preserving signal integrity
White alumina ceramics are semi-translucent and can allow light transmission, which may cause unwanted interference in light-sensitive components such as optical and image sensors. Black alumina ceramics, by contrast, feature much lower surface reflectivity. This effectively suppresses stray light within the package cavity and prevents reflections from reaching the chip surface, thereby improving laser beam purity and enhancing the signal-to-noise ratio in photoelectric detection systems. These characteristics are particularly valuable in laser modules, camera modules, and photosensitive sensor packaging.
2. Efficient thermal dissipation: faster heat release
During sintering, black alumina often incorporates carbon-based or metal oxide additives with relatively high thermal conductivity. As a result, the material exhibits stronger infrared absorption and thermal radiation capabilities. This improves overall heat dissipation efficiency, enabling rapid heat release in high-power packaging scenarios. By reducing thermal stress accumulation and stabilizing operating temperatures, black alumina helps extend device service life and enhances long-term system reliability.
3. Effective electromagnetic shielding: an invisible layer of protection
Through optimized doping systems or microstructural design, black alumina ceramics can absorb and reflect electromagnetic waves while maintaining excellent electrical insulation. This allows them to provide effective electromagnetic interference (EMI) shielding—preventing internal signal leakage and protecting sensitive components from external electromagnetic noise. It should be noted, however, that EMI performance depends on material design; enhanced shielding typically requires tailored formulations, such as conductive phase incorporation or carbon doping.
4. Retention of core alumina properties: a stable packaging foundation
Despite its modified optical and electromagnetic characteristics, black alumina retains the essential advantages of conventional alumina ceramics, forming a reliable base for microelectronic packaging:
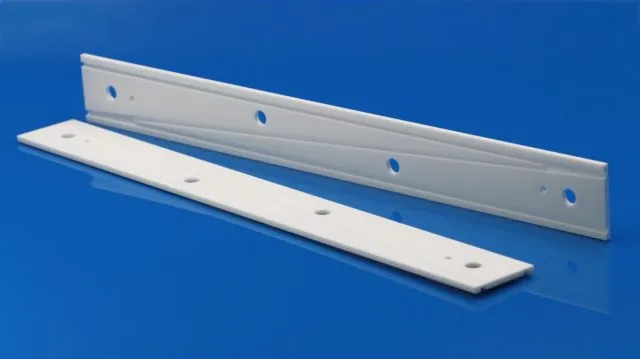
- High electrical insulation, suitable for power devices and electronic substrates
- High mechanical strength and hardness, ensuring long-term structural stability
- A thermal expansion coefficient well matched to semiconductor chips, reducing the risk of cracking or delamination under thermal cycling
- Excellent chemical stability, allowing resistance to cleaning processes, reflow soldering, and harsh chemical environments
5. Compatibility with metallization processes: versatile packaging solutions
Black alumina ceramics support a wide range of metallization and assembly techniques, including wire bonding, glass sealing, and soldering. By depositing metal layers such as Ni, Mo/Mn, or Ag onto the ceramic surface, reliable electrical and mechanical connections can be achieved while maintaining hermeticity and structural integrity. This enables multifunctional and highly integrated packaging designs.

Typical Application Scenarios
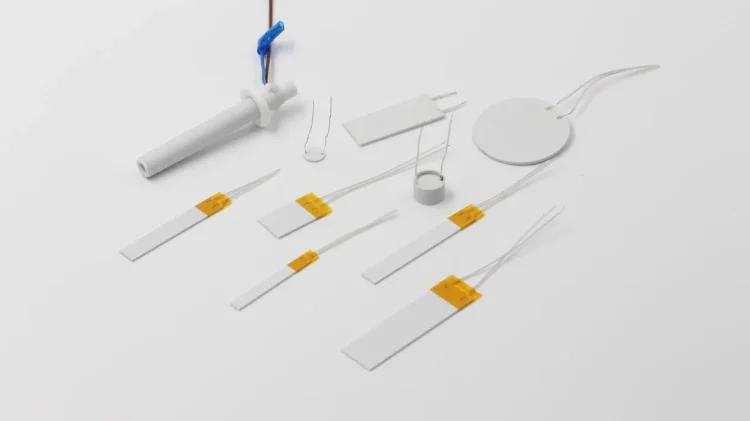
- Laser diode and photodetector modules
Used as substrates or spacers, black alumina ceramics absorb internal stray light, improve laser output purity, and provide excellent insulation and mechanical support, contributing to long-term device reliability. - Camera module supports and shading components
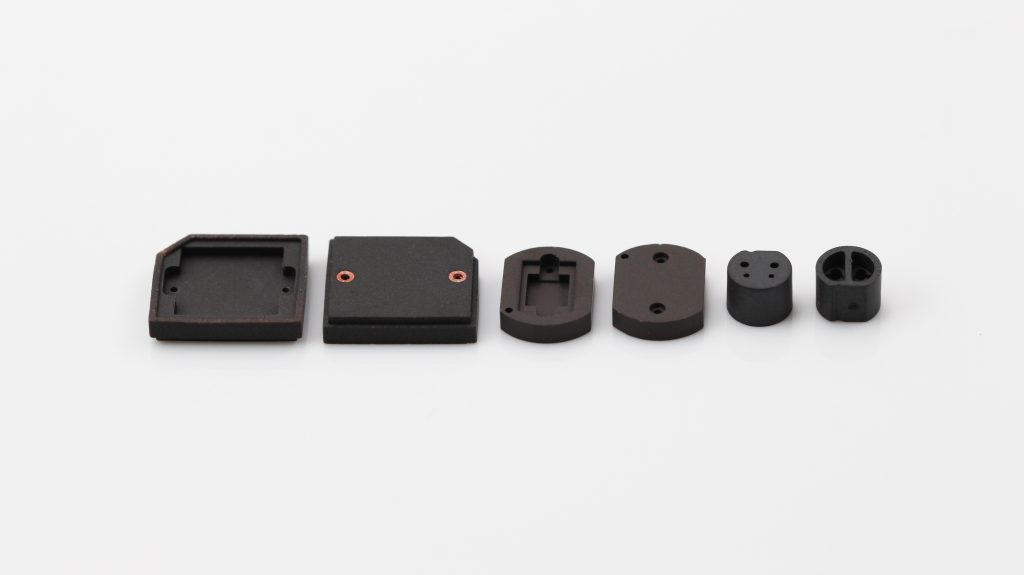
In micro camera and projection systems, black alumina serves as both a shading element and structural support, reducing light reflection and optical crosstalk while minimizing glare and ghosting to ensure image clarity and color accuracy. - Miniature sensor housings and chip bases
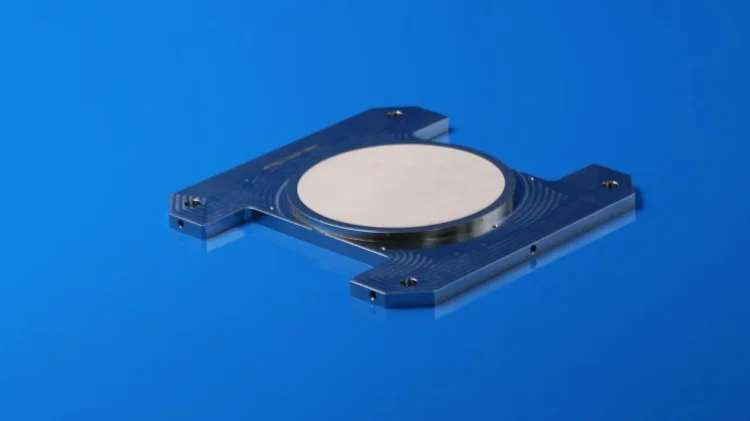
For MEMS sensors, optical sensors, and precision microelectronic modules, black alumina ceramics offer matched thermal expansion, reliable hermetic sealing, resistance to thermal shock and mechanical stress, and effective shielding from external light interference—helping maintain stable sensor performance. - Vacuum packaging and MEMS black substrates
In vacuum-packaged devices and MEMS systems, black alumina substrates provide robust, high-temperature-resistant structural support while also delivering optical shading and EMI shielding, offering comprehensive protection for sensitive components.
INNOVA Supplies provides customized solutions for black alumina ceramic packaging products. For further details or technical consultation, please get in touch with info@innovasupplies.com.
.